Poka-yoke is a Japanese quality control technique developed by former Toyota engineer Shigeo Shingo. Translated as “mistake-proofing”, poka-yoke aims to prevent defects in the manufacturing process that are the result of human error. Poka-yoke is a lean manufacturing technique that ensures that the right conditions exist before a step in the process is executed. This makes it a preventative form of quality control since errors are detected and then rectified before they occur.
Visual Overview
Key Components
Understanding poka-yoke
Fundamentally, poka-yoke is a lean manufacturing technique that ensures that the right conditions exist before a step in the process is executed.
History of poka-yoke
How did poka-yoke come to be? Let’s take a brief look at its history in the final section.
The six principles of poka-yoke
To reduce the prevalence of process errors, poka-yoke is based on six principles in decreasing order of effectiveness.
When should poka-yoke be used?
Here are some common situations where the poka-yoke approach should be used:
Poka-yoke error detection methods
To detect and prevent errors or mistakes, there are three different methods:
A simple poka-yoke procedure
Poka-yoke is simple to implement because it is a rational approach that can be applied in almost any situation.
Benefits of poka-yoke principles for businesses
Error prevention is an obvious advantage to poka-yoke, but what positive ramifications does error prevention have for a business?
Poka-yoke types
Poka-yoke types can be classified according to whether they detect or prevent errors.
Poka-yoke additional examples
Here are some additional poka-yoke examples in some obvious and not-so-obvious situations.
Poka Yoke vs. Jidoka
Similar to Poka Yoke, Jidoka is a technique within the larger lean manufacturing toolbox, that tries to not only minimize but also fix, for good, errors within the production process.
Strengths
✓Error prevention is an obvious advantage to poka-yoke, but what positive ramifications does error prevention have for a business?
Limitations
—
When To Use
▶It has become particularly useful for modern IT management in hybridized, distributed, and dynamic environments
Real-World Examples
AmazonAppleGoogleNikeSpotifyFord
Practical Application
1
Here are some common situations where the poka-yoke approach should be used:
2
The motion step method is used for any process requiring a single worker to carry out different activities in one process.
3
Primarily, the motion step method ensures the worker does not omit an important step or add a step that is not a part of the standard procedure.
4
Most businesses can collect rapid feedback by three different inspection methods.
5
The first is a simple inspection that is performed at the next step in the process by another worker.
Quick Answers
What is poka-yoke?
Fundamentally, poka-yoke is a lean manufacturing technique that ensures that the right conditions exist before a step in the process is executed.
What is the history of poka-yoke?
How did poka-yoke come to be? Let’s take a brief look at its history in the final section.
What is the six principles of poka-yoke?
To reduce the prevalence of process errors, poka-yoke is based on six principles in decreasing order of effectiveness.
Key Insight
Poka-yoke is a Japanese quality control technique developed by former Toyota engineer Shigeo Shingo. Translated as “mistake-proofing”, poka-yoke aims to prevent defects in the manufacturing process that are the result of human error. Poka-yoke is a lean manufacturing technique that ensures that the right conditions exist before a step in the process is executed.
Exec Package + Claude OS Master Skill | Business Engineer Founding Plan
FourWeekMBA x Business Engineer | Updated 2026
Last Updated: April 2026
Poka-yoke is a Japanese quality control technique developed by former Toyota engineer Shigeo Shingo. Translated as “mistake-proofing”, poka-yoke aims to prevent defects in the manufacturing process that are the result of human error. Poka-yoke is a lean manufacturing technique that ensures that the right conditions exist before a step in the process is executed. This makes it a preventative form of quality control since errors are detected and then rectified before they occur.
Poka-yoke is a Japanese quality control method that prevents errors by making mistakes impossible or immediately obvious. Developed by Shigeo Shingo at Toyota, this mistake-proofing system uses simple devices, processes, or design features to eliminate defects before they occur, ensuring consistent quality and reducing waste in manufacturing and service operations.
Component
Description
Definition
Poka-yoke is a Japanese term that means “mistake-proofing” or “error prevention.” It refers to techniques and mechanisms designed to prevent or eliminate errors and defects in a manufacturing or operational process. Poka-yoke ensures product quality and process efficiency.
Purpose
The primary purpose of Poka-yoke is to prevent errors or defects from occurring during production or other processes. It aims to minimize the chances of mistakes, improve product quality, increase efficiency, reduce waste, and enhance overall reliability.
Techniques
Poka-yoke techniques include designing foolproof mechanisms, using checklists, implementing sensors, creating visual cues, and incorporating feedback systems. These techniques focus on making it impossible or highly unlikely for errors to occur.
Detection vs. Prevention
Poka-yoke can be classified into two categories: detection and prevention. Detection Poka-yoke identifies errors when they occur, while prevention Poka-yoke prevents errors from happening in the first place. Prevention is considered more effective and efficient.
Examples
– In a car manufacturing plant, a sensor prevents the engine from starting if the driver’s seatbelt is not fastened. – Color-coding connectors to ensure they are correctly matched during assembly. – Using jigs or fixtures to guide the placement of components in precise locations.
Application
Poka-yoke is widely used in manufacturing industries such as automotive, electronics, and aerospace. It is also applicable in service industries to reduce errors in processes like data entry, order fulfillment, and customer service.
Benefits
– Improved product quality and reliability. – Reduction in defects and errors. – Increased process efficiency and productivity. – Cost savings due to lower rework and warranty claims. – Enhanced customer satisfaction and loyalty. – Safer working environments.
Implementation
Implementing Poka-yoke requires careful analysis of potential errors and the development of effective countermeasures. It often involves collaboration between engineers, operators, and quality assurance teams. Regular audits and continuous improvement efforts are essential.
Common Errors
Poka-yoke targets common human errors such as omission (missing a step), commission (performing an incorrect action), or variation (inconsistencies in processes). It also addresses equipment-related errors and environmental factors that may lead to defects.
Metrics
Key performance indicators (KPIs) for Poka-yoke implementation may include defect rates, error frequency, rework or scrap costs, and customer feedback related to product quality. These metrics help assess the effectiveness of error prevention measures.
Lean Principles
Poka-yoke aligns with lean manufacturing principles by eliminating waste, reducing defects, and enhancing value for customers. It contributes to the goal of achieving a more efficient, cost-effective, and customer-focused production process.
Understanding poka-yoke
Fundamentally, poka-yoke is a lean manufacturing technique that ensures that the right conditions exist before a step in the process is executed.
This makes it a preventative form of quality control since errors are detected before they occur.
Of course, some process errors cannot be detected ahead of time. In this case, the poka-yoke technique seeks to eliminate errors as early on in the process as is feasible.
Although the poka-yoke technique became a key part of Toyota’s manufacturing process, it can be applied to any industry or indeed any situation where there is potential for human error.
One of the most well-known examples of poka-yoke in action is in the case of a manual automobile.
The driver must engage the clutch (a process step) before changing gears. This prevents unintended movement of the car and reduces wear on the engine and gearbox.
Another example can be found in washing machines, which do not operate if the door isn’t closed properly to prevent flooding.
In both cases, poka-yoke principles mean that automation is in place to prevent errors before they occur.
History of poka-yoke
How did poka-yoke come to be? Let’s take a brief look at its history in the final section.
As we touched on at the outset, poka-yoke was developed by Japanese industrial engineer Shigeo Shingo.
During the 1950s, Shingo was a leading advocate of statistical process control in Japanese manufacturing.
Eventually, however, he became disenfranchised with this approach after realizing it would never reduce the product defect rate to zero.
While visiting a Toyota plant in 1961, he observed that workers on occasion neglected to insert the springs in an on/off switch.
This was a small, simple, and seemingly harmless mistake, but it resulted in the manufacture and distribution of defective components.
This was an embarrassing and costly situation for Toyota with engineers often having to travel to the customer’s location and reassemble the switch.
Shingo concluded that two human mistakes served as the root cause of the problem. The first was that workers sometimes forgot to do things.
The second was that workers sometimes forgot that they had forgotten to do things.
Process improvements
Shingo then set about improving the process to make it idiot-proof (baka-yoke).
However, the name was changed after some employees believed the term to be offensive and dishonorable.
Poka-yoke was then born to shift the focus from human error to the process itself.
The process of assembling the on/off switch was redesigned such that the operation could not proceed until the worker had inserted the spring.
In essence, the worker would perform the task in two steps.
The first step required the worker to place the springs into a placeholder dish, with the second step involving the transfer of the springs from the placeholder to the switch.
When workers could see that the springs for the previous switch were still in the placeholder, they knew they had forgotten to insert them and could rectify the mistake with ease.
One critical distinction Shingo made was between human mistakes and defects.
Mistakes, he posited, were inevitable because humans were not machines and could not be expected to concentrate on their work or understand their instructions every time.
Defects, on the other hand, were simply mistakes that were allowed to reach the customer.
As a result, the overarching goal of poka-yoke is to engineer processes that facilitate the early detection and correction of mistakes.
Refinement of the idea and expansion
Over the next few decades, Shingo refined the mistake-proofing concept of poka-yoke, developing entire manufacturing systems with a core focus on achieving zero production defects.
His idea proliferated across Japanese factories with many implementing hundreds of thousands of individual fail-safe mechanisms based on poka-yoke principles.
The popularity of the system was due to several factors.
Aside from the obvious benefits to production efficiency, poka-yoke systems were simple and cost-effective to implement.
They were also placed in proximity to where the mistakes occurred which meant workers could provide rapid feedback on the process and correct mistakes easily.
The six principles of poka-yoke
To reduce the prevalence of process errors, poka-yoke is based on six principles in decreasing order of effectiveness.
These principles are otherwise known as methods of mistake proofing, but whatever the name, they ensure that the proper conditions exist before a process step is executed.
Note that the first four principles prevent the occurrence of human error, while the final two minimize the effect of human error after it has occurred.
Elimination
The most preferable solution. It involves redesigning a product or process so that a particular step is no longer necessary.
Elimination may also require that a product be made more simple. If there is a part defect or assembly error, it should be consolidated.
One example of elimination is the use of sensors that detect movement and ambient light in a loading bay.
To reduce waste related to energy consumption, illumination will only switch on in the presence of a moving object (usually a person) or after dark when ambient light drops below a certain level.
Prevention
Or engineering a product or service so that it is virtually impossible for an individual to make a mistake.
The most obvious example of prevention is the use of a limit switch to ensure that a part is correctly located or fixtured before a process step is performed. Prevention can also be facilitated by the nature of the part itself. Some parts can only be assembled in one orientation, while others may feature unique connectors or symmetry to avoid incorrect assembly.
Also consider the example of a television company that has received complaints from consumers that the instruction manual was missing from the box.
To ensure no TV is sent to retailers without a manual, the company stacks them in sets of 50 to match a production run of 50 televisions.
If there are still manuals left at the end of a production run, the company knows that not all televisions have instructions.
Replacement
Can a more reliable process be substituted to lessen the chances of an error occurring?
Replacement is most often associated with robotics and automation because of its ability to improve repeatability and consistency.
One example of replacement is an automatic dispenser that measures the exact amount of adhesive for a part.
Another is a probe that tells a soft drink company worker when the correct amount of liquid has been dispensed into a bottle.
Facilitation
Or the adoption of techniques to make a task easier to perform. This may involve combining certain steps.
Facilitation tends to involve visual controls such as color coding, checklists that detail the tasks to be performed, labeled parts to facilitate correct assembly, and exaggerated asymmetry to ensure parts are correctly oriented.
When gas stations first introduced unleaded fuel in the 1970s, the nozzles were made smaller than those for leaded fuel so consumers would not fill their tanks with the incorrect type.
Detection
Or identifying an error before further process steps are undertaken. This allows the error to be rectified without further damage to equipment or personnel.
The most obvious example of detection is the Andon system, which alerts workers in various areas if there is a problem on their part of the assembly line.
In some cases, the line or process may be shut down until the error is resolved to prevent equipment damage or avoid safety risks to personnel.
Mitigation
The least preferable solution. Here, the aim is to minimize the effects of errors without necessarily solving them.
Examples of mitigation include fuses that break the circuit if there is too much current flowing through an appliance.
Another example is the deliberate design of products that have simple, low-cost rework procedures in the event an error is discovered.
When should poka-yoke be used?
Here are some common situations where the poka-yoke approach should be used:
During a hand-off step in a process when output is transferred to another employee.
For any seemingly minor error that has the potential to cause major problems later on.
Whenever the consequences of an error are costly or unsafe.
Any service process where customers are liable to make an effort that impacts output.
Any process step where human error has been identified as a driver of defects or mistakes. This is particularly important for processes that rely on an employee’s experience, skill, and undivided attention.
Poka-yoke error detection methods
To detect and prevent errors or mistakes, there are three different methods:
Fixed value method
Ideal for operations where the same process is repeated many times over.
The fixed value method utilizes automatic counters and sensory devices to control the number of moves, the length of movement, and other crucial manufacturing parameters.
Motion step method
The motion step method is used for any process requiring a single worker to carry out different activities in one process.
Primarily, the motion step method ensures the worker does not omit an important step or add a step that is not a part of the standard procedure.
Contact method
A broad set of methods that detect errors in shape, dimension, position, or any other physical trait via direct contact with the product itself.
The contact method is useful in manufacturing characterized by intense repetition or in facilities where production is infrequent.
For example, a winery that operates a bottling production line for only a few weeks each year.
On that note, the method can also be used to detect errors resulting from dust, temperature, noise, and improper lighting.
A simple poka-yoke procedure
Poka-yoke is simple to implement because it is a rational approach that can be applied in almost any situation.
Consider the following step-by-step process:
Start by identifying the operation or process
Consult a flowchart if possible and review process steps where errors are likely to occur.
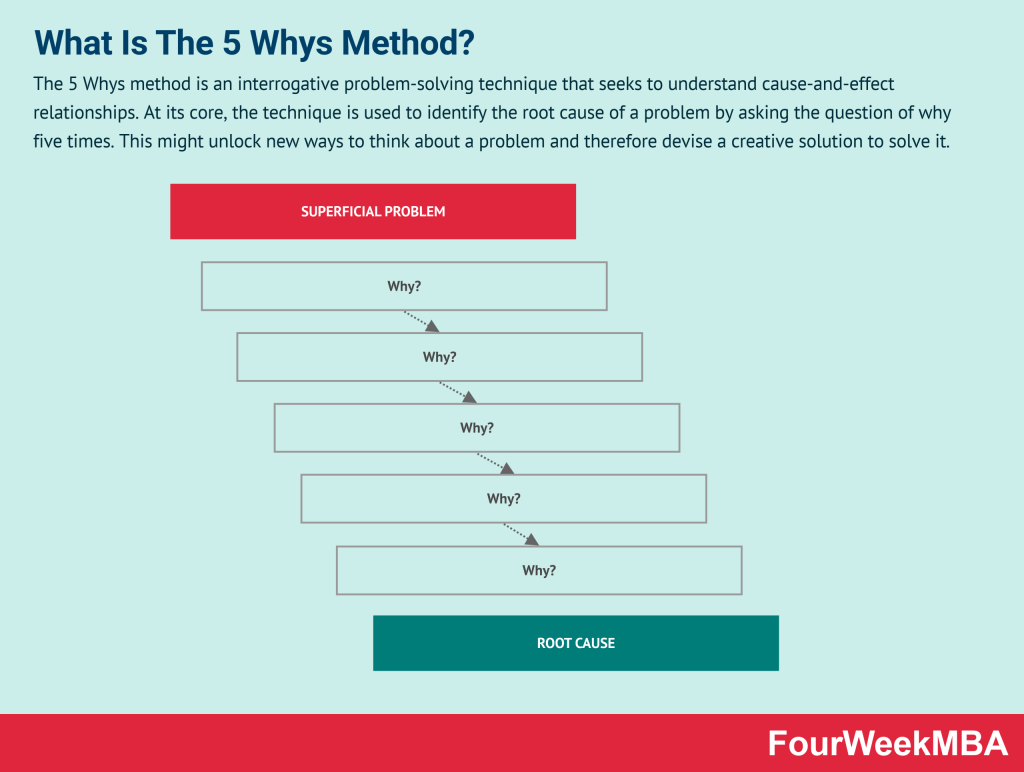
For each of the errors identified, work backward to discover its source in the process.
The 5 Whys method is an interrogative problem-solving technique that seeks to understand cause-and-effect relationships. At its core, the technique is used to identify the root cause of a problem by asking the question of why five times. This might unlock new ways to think about a problem and therefore devise a creative solution to solve it.
Then, the team must brainstorm ideas that will make it impossible for the error to occur
Return to the six principles of poka-yoke and remember that elimination, prevention, and replacement are the most desirable courses of action.
If it is deemed impossible or economically unviable to prevent the error from occurring, the team should think of ways to minimize its effects
There are two options here. The first is setting functions, which are methods used to inspect process parameters or product attributes for errors.
The second option is regulatory functions, which are alerts such as bells, buzzers, or lights that let workers know an error has occurred.
With the above in mind, it is time to choose, test, and implement the most suitable prevention method for each error
Most businesses can collect rapid feedback by three different inspection methods.
The first is a simple inspection that is performed at the next step in the process by another worker.
Feedback may also be gathered via self-inspection, where the worker verifies their own work immediately after it has been performed.
The third and final inspection method involves source inspection checks.
These are carried out before the step takes place to ensure conditions are correct.
Benefits of poka-yoke principles for businesses
Error prevention is an obvious advantage to poka-yoke, but what positive ramifications does error prevention have for a business?
Improved profitability
Errors on production lines decrease profitability – whether that be through line shutdowns or expensive worker injuries.
But poka-yoke principles improve a company’s bottom line in other ways.
For example, hotels now require that guests insert their key-card into a slot to activate electricity in their room.
Since many guests do not bother to turn the lights off after they leave, the hotel can save money on wasted electricity consumption.
Improved productivity
Preventing errors before they occur increases productivity. Online forms require that every field be filled out before submission.
This reduces errors in forms resulting from incomplete or missing information, saving the company time and money in having to chase up consumers for the extra details.
ATMs also chime or flash to remind the customer to retrieve their debit card and cash.
This greatly reduces the once common error of customers leaving their cards in the machine.
It also saves the bank money in loss prevention, giving customer support the resources to deal with other problems.
Simplification of smaller, error-prone tasks
Small tasks with a high probability of error are particularly prevalent in some industries such as the service and hospitality industries.
Cashier errors in counting change, for example, are relatively inconsequential errors in isolation that have the potential to lose a business a lot of money over the long term.
To this end, poka-yoke principles have automated the change counting process and where automation is not possible, digital interface — as explored in the interface layer wars reshaping consumer tech — s verify that the cashier has given the correct amount of change.
Similar systems are now in place to prevent errors in order fulfillment and delivery of orders to a table.
Poka-yoke types
Poka-yoke types can be classified according to whether they detect or prevent errors.
In the following sections, we will take a look at both categories and provide examples for some of the five core poka-yoke types.
Error detection
The fixed value method
The fixed value method defines a set number of steps in processes where tasks must be repeated several times.
It is often associated with relatively basic techniques that enable the individual to track the frequency of performed tasks and ensure standards are met or exceeded.
Consider a factory worker who is required to insert ten screws in a product before it moves to the next station on the production line.
The activity of screw insertion is performed to a fixed value – which in this example is ten times.
To ensure that the task is completed successfully, poka-yoke principles may dictate that the screws be placed in a container that has a capacity of exactly ten screws.
The motion-step method
In the motion-step method, poka-yoke clarifies whether the prescribed steps in a process are completed in the correct order.
Similar to the fixed value method, this method is ideal in situations where multiple different (or repeated) activities are carried out by the same operator.
However, the main defining feature of motion-step is that it should only be used for tasks that are completed in a specific sequence.
Specialized devices detect when tasks have been performed out of order or if a step has been skipped. Alerts then enable employees to correct the mistake.
The contact method
In this case, process defects are identified via sensory devices that analyze the physical properties of a product such as size, color, weight, or shape.
Again, the device will alert the nearest employee that an abnormality has been detected.
Defects tend to be caused by incorrect worker assembly or products that are not positioned properly before assembly commences.
The contact method is best suited to fast-moving production lines where errors are hard to detect with the naked eye.
But it can also be used for infrequent production or any environment affected by dust, noise, or a lack of proper illumination.
Error prevention
The control method
The control method strives to prevent mistakes by making their occurrence technically impossible.
In a factory environment, the machine, process, or production line is shut down so that measures can be taken before a defect has a chance to materialize.
Automatic doors, such as those installed in elevators, use the control method to ensure they do not close on an individual and cause injury.
The warning method
As the name suggests, the warning method uses alerts to prevent additional errors from occurring. These alerts may take the form of sounds, colors, lights, or messages.
Modern cars use the warning method extensively.
Some will chime when the driver leaves the keys in the vehicle unattended, while others will warn the driver when the vehicle is about to leave its lane and potentially cause a collision.
Poka-yoke additional examples
Here are some additional poka-yoke examples in some obvious and not-so-obvious situations.
Spell checkers
Compute — as explored in the economics of AI compute infrastructure — rs and smartphones are equipped with tools that alert us to the presence of spelling or grammatical errors.
This is one poka-yoke example that does not immediately come to mind – but it is one almost all of us will encounter multiple times in a day.
Hotel rooms
Some hotel chains require key cards to be placed in a special holder inside the room to activate lights and electronics.
This saves the company money on electricity since the guest cannot vacate the room and leave appliances running.
The holder may also be foolproof in the sense that its visible location near the door reminds guests not to leave their keycard in the room and inadvertently lock themselves out.
Lawn mowers
When used incorrectly, lawn mowers can cause serious injury or even death.
In the United States and indeed many other countries, these machines must possess a “deadman control” or similar mechanism that must be engaged before the blades will spin.
The most common of these mechanisms on a walk-behind lawn mower is a lever attached to the handle.
For the motor to continue to run, the lever must be held down at all times. Since it is spring-loaded, the lever automatically reverts to the “off” position when the user needs to empty the catch, for example.
Safety mats
In a manufacturing context, pressure-sensitive safety mats are installed near potentially dangerous machines.
When a worker steps on the mat, the machine shuts off automatically to prevent injury or death.
These mats also prevent damage to the machine itself and tend to be equipped with either a diamond top or ribbed non-skid top surface.
Personal protective equipment
In the food industry, businesses use color-coded personal protective equipment (PPE) to reduce the risk of cross-contamination and product recalls.
Food handling gloves, for example, tend to be blue or black to make them easier to see in the event they contaminate a mix like bread dough.
Since these colors are also rarely found in unprocessed foods, they tend to attract more attention from workers.
Treadmills
Treadmills possess safety keys that stop the machine in an emergency.
The key is attached to the front panel of a treadmill with the other end connected to the user and works in a similar way to the keycard in a hotel room.
In other words, the treadmill will only function if the key is in the correct position.
If the user falls or otherwise dislodges the key from the front panel, the treadmill stops immediately to prevent injury from the rapidly spinning belt.
Grain processing
In the agriculture industry, magnets are used to reduce metal contamination in processed grain.
This contamination can cause extensive damage to machinery resulting in downtime and product recalls.
Facilities are equipped with magnetic separation equipment that attracts metal fragments of various sizes from fasteners, contract-friction surfaces, and screen material.
Poka-yoke examples in business
The pharmaceutical industry
Pharmaceutical manufacturing is a heavily regulated industry where even the smallest mistake can have serious consequences.
To prevent errors and ensure product quality, pharmaceutical companies use poka-yoke techniques to improve their manufacturing processes.
One application is in the labeling and packaging of medications, with labeling errors potentially causing illness or even death to the consumer.
By implementing poka-yoke techniques such as color-coding, barcode scanning, or automated label printing, manufacturers can reduce the risk of these errors and improve quality.
Poka-yoke is also present in the design of equipment and processes.
For example, machine sensors can be used to detect when a tablet is not properly formed or when a liquid is not at the correct temperature or viscosity.
This enables immediate corrective action to be taken before the product is packaged and shipped.
Pfizer
One specific example of how poka-yoke is used can be seen with Pfizer.
The Pfizer-BioNTech COVID-19 vaccine, for instance, requires a very specific temperature range for storage and transportation to maintain its efficacy.
To prevent errors in the handling of the vaccine, Pfizer uses a poka-yoke system that includes specialized packaging, labeling, and temperature monitoring devices.
For instance, the vials that contain the vaccine are color-coded to help healthcare practitioners avoid errors when doses are administered. Vaccines for children under 4 feature a maroon cap, while those for kids between 5 and 11 feature an orange cap.
For those who are at least 12 years old, the cap is grey. Each age group also features a prominent “B” on the booster dose to ensure it is not confused with the primary doses.
GlaxoSmithKline
In the mid-2000s, GSK Bio (GlaxoSmithKline’s Belgium-based vaccine division) discovered that rival Merck was two years ahead of it in the race to develop an HPV vaccine.
To catch up to competitor Merck, GSK took inspiration from Renault and its “one-roof” management concept where operations were centralized at one location.
The company assembled various experts from different fields to develop the vaccine, which caused less waste and a faster cycle time for decision-making.
But since GSK Bio’s facility accommodates multiple production lines and disciplines, the potential for manufacturing and communication errors was elevated.
Some of the poka-yoke initiatives mentioned above are now a vital component of the company’s efficient and streamlined processes.
In terms of the HPV vaccine, GSK was able to cut its application timeline in Europe by two years and its FDA schedule in the USA by 18 months. The company hoped that its efforts would deliver up to 33% of its revenue over the next five years.
Crayola LLC
Crayola LLC, formerly known as Binney & Smith Company, is an American manufacturer of art supplies.
The company is most famous for its Crayola brand of crayons which have been manufactured in Pennsylvania for over a century.
Crayola has implemented quality control measures to ensure that its products meet safety standards and are free from defects.
For example, the company uses automated inspection systems to check for defects in its crayons, markers, and other products.
Since a standard box of crayons can have as many as 120 colors, the company also uses light sensors to ensure that each box contains exactly 120 crayons.
If the system detects that there are duplicates of a color or if a crayon is missing, the line shuts down.
Crayola’s poka-yoke initiatives also extend to its markers. These are designed with a unique shape and size to avoid a potential choking hazard if a child inhales the cap.
The caps also feature small holes to allow air to pass, which reduces the risk of suffocation if a cap is swallowed.
Poka Yoke vs. Jidoka
Jidoka was first used in 1896 by Sakichi Toyoda, who invented a textile loom that would stop automatically when it encountered a defective thread. Jidoka is a Japanese term used in lean manufacturing. The term describes a scenario where machines cease operating without human intervention when a problem or defect is discovered.
Similar to Poka Yoke, Jidoka is a technique within the larger lean manufacturing toolbox, that tries to not only minimize but also fix, for good, errors within the production process.
Kaizen is a process developed by the auto industry. Its roots are found in the Toyota Production System, which was heavily influenced by Henry Ford’s assembly line system. The word Kaizen is a hybridization of two Japanese words, “kai,” meaning “change,” and “zen,” meaning “good.” Two of the basic tenets of Kaizen involve making small incremental changes – or a 1% improvement every day – and the full participation of everyone.
Whereas Poka Yoke focuses in error reduction, Kaizen focuses on the improvement of production, through five key phases:
Six Sigma is a data-driven approach and methodology for eliminating errors or defects in a product, service, or process. Six Sigma was developed by Motorola as a management approach based on quality fundamentals in the early 1980s. A decade later, it was popularized by General Electric who estimated that the methodology saved them $12 billion in the first five years of operation.
Poka Yoke is a method within a wider Six Sigma methodology for eliminating errors in a production environment through five phases:
The andon system alerts managerial, maintenance, or other staff of a production process problem. The alert itself can be activated manually with a button or pull cord, but it can also be activated automatically by production equipment. Most Andon boards utilize three colored lights similar to a traffic signal: green (no errors), yellow or amber (problem identified, or quality check needed), and red (production stopped due to unidentified issue).
Both Poja-Yoke and Andon are quality control techniques to minimize (or ideally remove) errors in the production system.
Indeed, similarly to Poka-Yoke, Andon tries to minimize production defects through a system of color-labeling, which enables identity and solving errors while stopping production if these errors are not solved/identified.
Andon is a narrower approach to solving production errors. Whereas Poka-Yoka is a broader method that comprises a set of principles to resolve production bottlenecks.
Key takeaways:
Poka-yoke is a Japanese quality control technique that aims to make processes error-proof.
Although having origins in the manufacturing industry, poka-yoke principles are useful in any scenario where there is potential for human error.
Poka-yoke error prevention is guided by six principles, with elimination the most desirable and mitigation the least desirable. All six principles can nevertheless improve productivity, profitability, and simplify smaller, error-prone manual tasks.
How AI Is Changing This
Traditional poka-yoke relies on physical constraints—pins that only fit one way, sensors that halt a line when a part is missing. Computer vision and edge ML push this into domains where no jig can exist: Tesla’s Gigafactory cameras flag battery cells with micro-defects invisible to human QA, and Amazon’s warehouse systems reject mispicks by weight and image signature before they leave the station. The deeper shift is upstream—LLM-assisted design tools now catch ambiguous work instructions and tolerance stack-ups at the CAD stage, mistake-proofing the engineering phase rather than the assembly line. For operators, this changes the economics: poka-yoke was historically cheap because mechanical. AI versions demand data pipelines, model retraining, and false-positive budgets. The discipline survives, but “zero-cost error prevention” is dead. Lean leaders now evaluate poka-yoke investments the way they evaluate software—TCO, not just fixture cost.
Definition and Purpose: Poka-yoke is a Japanese quality control technique developed by Shigeo Shingo to prevent defects resulting from human error in the manufacturing process. It ensures that the right conditions exist before executing a step, making it a preventive form of quality control.
Application in Various Industries: Poka-yoke is applicable not only in manufacturing but also in any situation where human error could lead to mistakes or defects.
Examples of Poka-Yoke:
Manual Automobiles: Requiring the engagement of the clutch before changing gears to prevent unintended movement.
Washing Machines: Not operating if the door isn’t closed properly to prevent flooding.
Pharmaceuticals: Labeling, packaging, and equipment design to prevent errors and ensure product quality.
Pfizer COVID-19 Vaccine: Color-coded vials and caps to avoid administration errors.
Crayola: Automated inspection systems for crayons and markers to ensure quality and safety.
History and Development: Poka-yoke was developed by Shigeo Shingo, inspired by a mistake at a Toyota plant. It shifted focus from human errors to process improvement. Shingo refined the concept, aiming for zero production defects.
Poka-Yoke Types:
Error Detection: Utilizes methods like fixed value, motion step, and contact to identify defects via sensory devices or alerts.
Error Prevention: Includes methods like control and warning, making errors impossible or providing alerts to prevent further errors.
Implementation Steps:
Identify the operation or process prone to errors.
Trace the source of errors and brainstorm prevention methods.
If prevention is not feasible, minimize error effects through inspections or alerts.
Choose, test, and implement the most suitable prevention method.
Gather feedback through inspections to refine the process.
Benefits of Poka-Yoke:
Improved Profitability: Reduces errors, shutdowns, and injuries, leading to cost savings.
Enhanced Productivity: Prevents errors before they occur, increasing efficiency.
Simplification of Tasks: Streamlines error-prone tasks, reducing the risk of defects.
Comparison with Other Techniques:
Poka-Yoke vs. Jidoka: Jidoka involves automated detection of defects and human intervention to fix issues.
Poka-Yoke vs. Kaizen: Kaizen focuses on continuous improvement of processes through small changes.
Poka-Yoke vs. Six Sigma: Six Sigma is a data-driven methodology for eliminating defects and improving processes.
Poka-Yoke vs. Andon: Andon is a system to alert and solve production process problems, similar to Poka-Yoke’s error detection methods.
What does Poka Yoke mean?
Translated as “mistake-proofing,” poka-yoke aims to prevent defects in the manufacturing process resulting from human error, thus minimizing the error rates in manufacturing processes by streamlining them thourhg a lean manufacturing technique that pervades the whole supply chain process through three main methods:
Poka-Yoke is a lean methodology that minimizes mistakes within a process and task. A great example of Poka-Yoke is spellcheckers in computers and smartphones, which help users to prevent many grammar mistakes and make communication clearer.
Is Poka yoke a Six Sigma tool?
Six Sigma is a data-driven approach and methodology for eliminating errors or defects in a product, service, or process. Poka-Yoke is a method used within Six Sigma’s toolbox to enable a process to be freed from mistakes or reduce errors within a process and task.
AIOps is the application of artificial intelligence to IT operations. It has become particularly useful for modern IT management in hybridized, distributed, and dynamic environments. AIOps has become a key operational component of modern digital-based organizations, built around software and algorithms.
Agile started as a lightweight development method compared to heavyweight software development, which is the core paradigm of the previous decades of software development. By 2001 the Manifesto for Agile Software Development was born as a set of principles that defined the new paradigm for software development as a continuous iteration. This would also influence the way of doing business.
Agile Program Management is a means of managing, planning, and coordinating interrelated work in such a way that value delivery is emphasized for all key stakeholders. Agile Program Management (AgilePgM) is a disciplined yet flexible agile approach to managing transformational change within an organization.
Agile project management (APM) is a strategy that breaks large projects into smaller, more manageable tasks. In the APM methodology, each project is completed in small sections – often referred to as iterations. Each iteration is completed according to its project life cycle, beginning with the initial design and progressing to testing and then quality assurance.
Agile Modeling (AM) is a methodology for modeling and documenting software-based systems. Agile Modeling is critical to the rapid and continuous delivery of software. It is a collection of values, principles, and practices that guide effective, lightweight software modeling.
Agile Business Analysis (AgileBA) is certification in the form of guidance and training for business analysts seeking to work in agile environments. To support this shift, AgileBA also helps the business analyst relate Agile projects to a wider organizational mission or strategy. To ensure that analysts have the necessary skills and expertise, AgileBA certification was developed.
Agile leadership is the embodiment of agile manifesto principles by a manager or management team. Agile leadership impacts two important levels of a business. The structural level defines the roles, responsibilities, and key performance indicators. The behavioral level describes the actions leaders exhibit to others based on agile principles.
The andon system alerts managerial, maintenance, or other staff of a production process problem. The alert itself can be activated manually with a button or pull cord, but it can also be activated automatically by production equipment. Most Andon boards utilize three colored lights similar to a traffic signal: green (no errors), yellow or amber (problem identified, or quality check needed), and red (production stopped due to unidentified issue).
Bimodal Portfolio Management (BimodalPfM) helps an organization manage both agile and traditional portfolios concurrently. Bimodal Portfolio Management – sometimes referred to as bimodal development – was coined by research and advisory company Gartner. The firm argued that many agile organizations still needed to run some aspects of their operations using traditional delivery models.
Business innovation is about creating new opportunities for an organization to reinvent its core offerings, revenue streams, and enhance the value proposition for existing or new customers, thus renewing its whole business model. Business innovation springs by understanding the structure of the market, thus adapting or anticipating those changes.
Business model innovation is about increasing the success of an organization with existing products and technologies by crafting a compelling value proposition able to propel a new business model to scale up customers and create a lasting competitive advantage. And it all starts by mastering the key customers.
A consumer brand company like Procter & Gamble (P&G) defines “Constructive Disruption” as: a willingness to change, adapt, and create new trends and technologies that will shape our industry for the future. According to P&G, it moves around four pillars: lean innovation, brand building, supply chain, and digitalization & data analytics.
That is a process that requires a continuous feedback loop to develop a valuable product and build a viable business model. Continuous innovation is a mindset where products and services are designed and delivered to tune them around the customers’ problem and not the technical solution of its founders.
A design sprint is a proven five-day process where critical business questions are answered through speedy design and prototyping, focusing on the end-user. A design sprint starts with a weekly challenge that should finish with a prototype, test at the end, and therefore a lesson learned to be iterated.
Tim Brown, Executive Chair of IDEO, defined design thinking as “a human-centered approach to innovation that draws from the designer’s toolkit to integrate the needs of people, the possibilities of technology, and the requirements for business success.” Therefore, desirability, feasibility, and viability are balanced to solve critical problems.
DevOps refers to a series of practices performed to perform automated software development processes. It is a conjugation of the term “development” and “operations” to emphasize how functions integrate across IT teams. DevOps strategies promote seamless building, testing, and deployment of products. It aims to bridge a gap between development and operations teams to streamline the development altogether.
Product discovery is a critical part of agile methodologies, as its aim is to ensure that products customers love are built. Product discovery involves learning through a raft of methods, including design thinking, lean start-up, and A/B testing to name a few. Dual Track Agile is an agile methodology containing two separate tracks: the “discovery” track and the “delivery” track.
eXtreme Programming was developed in the late 1990s by Ken Beck, Ron Jeffries, and Ward Cunningham. During this time, the trio was working on the Chrysler Comprehensive Compensation System (C3) to help manage the company payroll system. eXtreme Programming (XP) is a software development methodology. It is designed to improve software quality and the ability of software to adapt to changing customer needs.
Feature-Driven Development is a pragmatic software process that is client and architecture-centric. Feature-Driven Development (FDD) is an agile software development model that organizes workflow according to which features need to be developed next.
A Gemba Walk is a fundamental component of lean management. It describes the personal observation of work to learn more about it. Gemba is a Japanese word that loosely translates as “the real place”, or in business, “the place where value is created”. The Gemba Walk as a concept was created by Taiichi Ohno, the father of the Toyota Production System of lean manufacturing. Ohno wanted to encourage management executives to leave their offices and see where the real work happened. This, he hoped, would build relationships between employees with vastly different skillsets and build trust.
GIST Planning is a relatively easy and lightweight agile approach to product planning that favors autonomous working. GIST Planning is a lean and agile methodology that was created by former Google product manager Itamar Gilad. GIST Planning seeks to address this situation by creating lightweight plans that are responsive and adaptable to change. GIST Planning also improves team velocity, autonomy, and alignment by reducing the pervasive influence of management. It consists of four blocks: goals, ideas, step-projects, and tasks.
The ICE Scoring Model is an agile methodology that prioritizes features using data according to three components: impact, confidence, and ease of implementation. The ICE Scoring Model was initially created by author and growth expert Sean Ellis to help companies expand. Today, the model is broadly used to prioritize projects, features, initiatives, and rollouts. It is ideally suited for early-stage product development where there is a continuous flow of ideas and momentum must be maintained.
An innovation funnel is a tool or process ensuring only the best ideas are executed. In a metaphorical sense, the funnel screens innovative ideas for viability so that only the best products, processes, or business models are launched to the market. An innovation funnel provides a framework for the screening and testing of innovative ideas for viability.
According to how well defined is the problem and how well defined the domain, we have four main types of innovations: basic research (problem and domain or not well defined); breakthrough innovation (domain is not well defined, the problem is well defined); sustaining innovation (both problem and domain are well defined); and disruptive innovation (domain is well defined, the problem is not well defined).
The innovation loop is a methodology/framework derived from the Bell Labs, which produced innovation at scale throughout the 20th century. They learned how to leverage a hybrid innovation management model based on science, invention, engineering, and manufacturing at scale. By leveraging individual genius, creativity, and small/large groups.
The Agile methodology has been primarily thought of for software development (and other business disciplines have also adopted it). Lean thinking is a process improvement technique where teams prioritize the value streams to improve it continuously. Both methodologies look at the customer as the key driver to improvement and waste reduction. Both methodologies look at improvement as something continuous.
A startup company is a high-tech business that tries to build a scalable business model in tech-driven industries. A startup company usually follows a lean methodology, where continuous innovation, driven by built-in viral loops is the rule. Thus, driving growth and building network effects as a consequence of this strategy.
As pointed out by Eric Ries, a minimum viable product is that version of a new product which allows a team to collect the maximum amount of validated learning about customers with the least effort through a cycle of build, measure, learn; that is the foundation of the lean startup methodology.
Kanban is a lean manufacturing framework first developed by Toyota in the late 1940s. The Kanban framework is a means of visualizing work as it moves through identifying potential bottlenecks. It does that through a process called just-in-time (JIT) manufacturing to optimize engineering processes, speed up manufacturing products, and improve the go-to-market strategy.
Jidoka was first used in 1896 by Sakichi Toyoda, who invented a textile loom that would stop automatically when it encountered a defective thread. Jidoka is a Japanese term used in lean manufacturing. The term describes a scenario where machines cease operating without human intervention when a problem or defect is discovered.
The PDCA (Plan-Do-Check-Act) cycle was first proposed by American physicist and engineer Walter A. Shewhart in the 1920s. The PDCA cycle is a continuous process and product improvement method and an essential component of the lean manufacturing philosophy.
Poka-yoke prevents manufacturing defects by incorporating error-proofing mechanisms into processes. It eliminates human mistakes through design features that make incorrect actions impossible or immediately detectable, improving quality and reducing costs.
Q. How does a poka-yoke system work?
A poka-yoke system works by using physical constraints, visual indicators, or automatic shutoffs to prevent errors. Examples include connectors that only fit one way, checklists, or sensors that stop machines when defects are detected.
Q. What are common poka-yoke examples?
Common poka-yoke examples include USB connectors designed to fit only one way, car seatbelt alarms, microwave doors that prevent operation when open, and assembly fixtures that only accept correctly oriented parts.
RAD was first introduced by author and consultant James Martin in 1991. Martin recognized and then took advantage of the endless malleability of software in designing development models. Rapid Application Development (RAD) is a methodology focusing on delivering rapidly through continuous feedback and frequent iterations.
Retrospective analyses are held after a project to determine what worked well and what did not. They are also conducted at the end of an iteration in Agile project management. Agile practitioners call these meetings retrospectives or retros. They are an effective way to check the pulse of a project team, reflect on the work performed to date, and reach a consensus on how to tackle the next sprint cycle. These are the five stages of a retrospective analysis for effective Agile project management: set the stage, gather the data, generate insights, decide on the next steps, and close the retrospective.
Scaled Agile Lean Development (ScALeD) helps businesses discover a balanced approach to agile transition and scaling questions. The ScALed approach helps businesses successfully respond to change. Inspired by a combination of lean and agile values, ScALed is practitioner-based and can be completed through various agile frameworks and practices.
The SMED (single minute exchange of die) method is a lean production framework to reduce waste and increase production efficiency. The SMED method is a framework for reducing the time associated with completing an equipment changeover.
The Spotify Model is an autonomous approach to scaling agile, focusing on culture communication, accountability, and quality. The Spotify model was first recognized in 2012 after Henrik Kniberg, and Anders Ivarsson released a white paper detailing how streaming company Spotify approached agility. Therefore, the Spotify model represents an evolution of agile.
As the name suggests, TDD is a test-driven technique for delivering high-quality software rapidly and sustainably. It is an iterative approach based on the idea that a failing test should be written before any code for a feature or function is written. Test-Driven Development (TDD) is an approach to software development that relies on very short development cycles.
Timeboxing is a simple yet powerful time-management technique for improving productivity. Timeboxing describes the process of proactively scheduling a block of time to spend on a task in the future. It was first described by author James Martin in a book about agile software development.
Scrum is a methodology co-created by Ken Schwaber and Jeff Sutherland for effective team collaboration on complex products. Scrum was primarily thought for software development projects to deliver new software capability every 2-4 weeks. It is a sub-group of agile also used in project management to improve startups’ productivity.
Scrumban is a project management framework that is a hybrid of two popular agile methodologies: Scrum and Kanban. Scrumban is a popular approach to helping businesses focus on the right strategic tasks while simultaneously strengthening their processes.
Scrum anti-patterns describe any attractive, easy-to-implement solution that ultimately makes a problem worse. Therefore, these are the practice not to follow to prevent issues from emerging. Some classic examples of scrum anti-patterns comprise absent product owners, pre-assigned tickets (making individuals work in isolation), and discounting retrospectives (where review meetings are not useful to really make improvements).
Scrum at Scale (Scrum@Scale) is a framework that Scrum teams use to address complex problems and deliver high-value products. Scrum at Scale was created through a joint venture between the Scrum Alliance and Scrum Inc. The joint venture was overseen by Jeff Sutherland, a co-creator of Scrum and one of the principal authors of the Agile Manifesto.
Six Sigma is a data-driven approach and methodology for eliminating errors or defects in a product, service, or process. Six Sigma was developed by Motorola as a management approach based on quality fundamentals in the early 1980s. A decade later, it was popularized by General Electric who estimated that the methodology saved them $12 billion in the first five years of operation.
Stretch objectives describe any task an agile team plans to complete without expressly committing to do so. Teams incorporate stretch objectives during a Sprint or Program Increment (PI) as part of Scaled Agile. They are used when the agile team is unsure of its capacity to attain an objective. Therefore, stretch objectives are instead outcomes that, while extremely desirable, are not the difference between the success or failure of each sprint.
The Toyota Production System (TPS) is an early form of lean manufacturing created by auto-manufacturer Toyota. Created by the Toyota Motor Corporation in the 1940s and 50s, the Toyota Production System seeks to manufacture vehicles ordered by customers most quickly and efficiently possible.
The Total Quality Management (TQM) framework is a technique based on the premise that employees continuously work on their ability to provide value to customers. Importantly, the word “total” means that all employees are involved in the process – regardless of whether they work in development, production, or fulfillment.
The waterfall model was first described by Herbert D. Benington in 1956 during a presentation about the software used in radar imaging during the Cold War. Since there were no knowledge-based, creative software development strategies at the time, the waterfall method became standard practice. The waterfall model is a linear and sequential project management framework.
Poka-yoke is a Japanese quality control technique developed by former Toyota engineer Shigeo Shingo. Translated as “mistake-proofing”, poka-yoke aims to prevent defects in the manufacturing process that are the result of human error. Poka-yoke is a lean manufacturing technique that ensures that the right conditions exist before a step in the process is executed.
What is the history of poka-yoke?
How did poka-yoke come to be? Let’s take a brief look at its history in the final section.
What are the key components of What Is Poka-Yoke?
The key components of What Is Poka-Yoke include Understanding poka-yoke, History of poka-yoke, The six principles of poka-yoke, When should poka-yoke be used?, Poka-yoke error detection methods. Understanding poka-yoke: Fundamentally, poka-yoke is a lean manufacturing technique that ensures that the right conditions exist before a step in the process is executed.
Gennaro is the creator of FourWeekMBA, which reached about four million business people, comprising C-level executives, investors, analysts, product managers, and aspiring digital entrepreneurs in 2022 alone | He is also Director of Sales for a high-tech scaleup in the AI Industry | In 2012, Gennaro earned an International MBA with emphasis on Corporate Finance and Business Strategy.
Scroll to Top
Discover more from FourWeekMBA
Subscribe now to keep reading and get access to the full archive.






















































")
")
")
")
")
")

")
")